

COR Alpha Application Highlight: Mechanical Isotropy
Mechanical isotropy is typically a concern with 3D printing processes due the layer-by-layer approach to building parts. When it comes to isotropy, not all styles of 3D printing are the same. In fused deposition modeling (FDM), a melted thermoplastic is extruded through a nozzle to build up the layers of the part. This method relies on the entanglement of molten polymer chains between adjacent layers to hold the part together. These polymer entanglements are not very strong. So just like grains in a piece of wood, a part printed with FDM is weaker perpendicular to the layer lines. In stereolithography (SLA) and digital light processing (DLP) 3D printing, individual monomers are covalently bonded together using light to form a solid cured polymer layer. Typically, the exposed layer is not fully cured, and still contains monomeric groups that are not bonded. When the next layer is exposed, more covalent bonds can form between the current layer and the previous one. These bonds result in a much stronger network compared to FDM. Typically, parts printed in SLA/DLP are much closer to being considered isotropic.
Post-processing can also play a critical role in 3D printed materials isotropy. The right post-processing technique can help increase bonding between the layers and bolster isotropic mechanical behavior. Surface post-processing techniques like UV-curing and solvent annealing address only the surface of the parts, and can result in anisotropy. Bulk post-processing techniques like thermal curing can enhance layer-to-layer cure throughout the part and can result in a much higher degree of mechanical isotropy in the part.
polySpectra’s COR-alpha is 3D printed using SLA/DLP technology. Once a COR Alpha part comes out of the printer, it undergoes a thermal post-cure in an oven. The heat encourages the bonding between layers. 3D printed COR Alpha parts that are oven-cured exhibit isotropy, just as if they were injection molded.
Measuring the Isotropy of COR Alpha
We wouldn’t expect anyone to believe us if we didn’t have the data to back it up. Mechanical isotropy can be verified by comparing the strength and the stiffness of parts 3D printed in different orientations. If the strength and the stiffness of the part is significantly worse when a stress is applied perpendicular to the layer orientation (similar to pulling the wafers in an Oreo cookie apart to expose the cream) compared to when the stress is applied along the layer orientation, that means that the parts are anisotropic. We can measure the strength and the stiffness by testing the tensile properties of 3D printed parts.
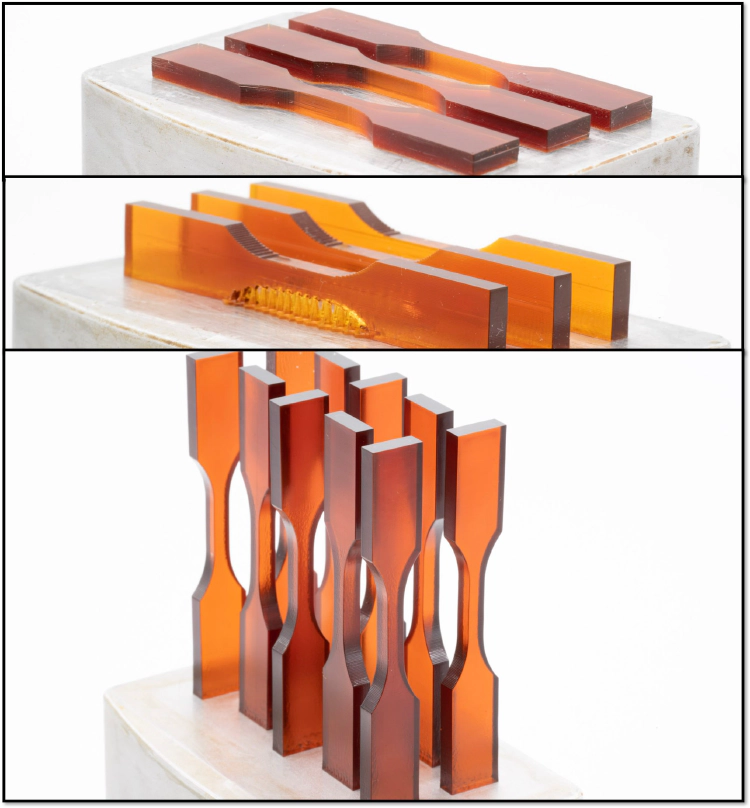
To demonstrate the mechanical isotropy of COR Alpha, we printed ASTM D638 Type V tensile bars (aka “dogbones”) in three different orientations in the printer: flat along the build platform (x-bars); on their side along the build platform (y-bars); and standing straight up (z-bars).
We then tested these tensile bars according to the ASTM D638 test method. For each orientation, we tested a minimum of 9 test bars, from multiple prints and resin batches. From the stress and strain data, we gathered a whole host of different mechanical properties, the most common and relevant being the Young’s Modulus (stiffness), ultimate tensile strength (strength, aka UTS), and strain at break (ductility). The results are plotted below:
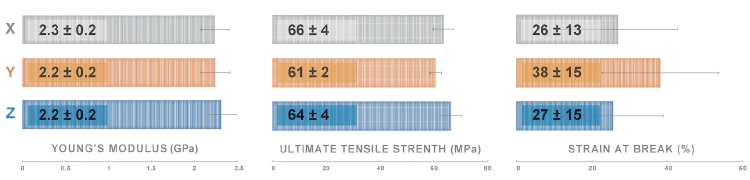
The modulus and the tensile strength of the material is consistent across different print orientations. There is no significant difference in the stiffness and the strength of the material when printed and tested perpendicular to the layer orientation and parallel to the layer orientation. COR-Alpha parts are isotropic.
COR-Alpha parts are also ductile across all print orientations, with the average elongation at break > 20%. The elongation at break values exhibit significant variance specimen to specimen. This variance can be explained by the presence of defects during 3D printing and cleaning. Surface and bulk defects, such as bubbles and layer lines can cause samples to break prematurely during testing. Post-processing techniques like polishing and sanding can help smoothen such defects and improve the average strain at break and variance. Given that these processes require a lot of time and effort, we chose to demonstrate COR-alpha part isotropy with x- and z-oriented tensile bars that were not polished or finished in any way. Since y-oriented tensile bars were printed with support structures, we had to remove surface defects that arose from support removal from the lower surface on the tensile bar neck. This sanding process resulted in removing other defects on this surface as well, and helped achieve a strain at break > 35%.
Conclusion
COR-Alpha parts are isotropic and ductile in all print orientations. Interested in knowing the other thermomechanical properties of COR Alpha? Check out our spec sheet here. Order your 3D printed parts today, and enjoy unparalleled design freedom!










